
公司:济南金欣发不锈钢有限公司
联系人: 刘博/刘增田
电 话: 183 6617 7753 / 138 8499 6663
门市地址:济南市天桥区历山北路黄台不锈钢市场1区113号
传真/座机 :0531-82955732
0531-82955953
工厂地址:济南市历城区同华路12号
工厂电话 :0531-88287691
0531-88287692
邮 箱:864958766@qq.com
网址:www.jnjxf.com
当功率密度比较大的激光束照射到材料表面时,材料吸收光能转化为热能,材料被加热熔化至汽化,产生大量的金属蒸汽,在蒸汽退专业不锈钢激光焊接供应商出表面时产生的反作用力下,使熔化的金属液体向四周排挤,形成凹坑,随着激光的继续照射,凹坑穿人更深,当激光停止照射后,凹坑周边的熔液回流,冷却凝固后将两焊件焊接在—起。2、热传导焊接当激光照射在材料表面时,一部分激光被反射,一部分被专业不锈钢激光焊接供应商材料吸收,将光能转化为热能而加热熔化,材料表面层的热以热传导的方式继续向材料深处传递,后将两焊件熔接在一起。

1.激光切割机加工不锈钢和敷铝锌板时,工件有毛刺发生的原因和解决办法激光切割机加工出现这种现象,先我们应该想到切低碳钢时出现毛刺的要素,由于添加速度有时会呈现板材切开不穿的状况,此种状况在加工敷铝锌板时尤为杰出。这时应归纳思考机床的其他要素加以解决,如喷嘴是不是要替换,导轨运动不稳定等。2.激光切割机加工小孔出现变形状况的原因和解决办法出现这个现象解决方法比较简单,基本上是由于机床在加工小孔时没有采取爆炸穿孔的方法,而是用脉冲穿孔的方法,这使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,形成孔的变形,影响加工质量。这时咱们应在加工程序中将脉冲穿孔方法改为爆炸穿孔方法,便可以解决这个问题了。而关于较小功率的激光切割机则恰好相反,在小孔加工时应采纳脉冲穿孔的方法才干获得较好的表面光洁度
一、气路部分维修维护1、割炬割嘴回火防止器的维修 (1)割炬采用专业厂家生产的机用割炬,割炬长期使用,密封面损坏,与割嘴密封不严,必须用专用工具修复。 (2)割炬也采用专业厂家生产的标准快速割嘴,对于新割嘴,必须经检查合格方可使用。 (3)割嘴污染了需用专用工具清理预热火焰孔及切割氧通道。2、减压阀的维护 调节减压器,将压力表调到需用的压力,调节过程中应使压力由小到大,确保减压器能连续调节。如不能连续调节或气体从安全阀中泄漏就必须更换新的减压器。自行折装气体减压器之部件,将会造成设备损坏,甚至严重人身伤害。3、气路系统维护(1)应经常擦拭清除气路的灰尘及杂物,防止气路过早老化。(2)经常检查气路系统,发现漏气及不能正常使用的部件应及时处理,保证气路畅通。4、回火防止器是保证安全的重要部件,根据安全部门的要求,回火防止器严禁私自拆卸。 因此,回火防止器使用久后气阻,保证不了气体流量要求时或漏气,请专业人员更换。设备操作者必须经过专业培训合格后,方可上岗。严禁非专业人员操作机器

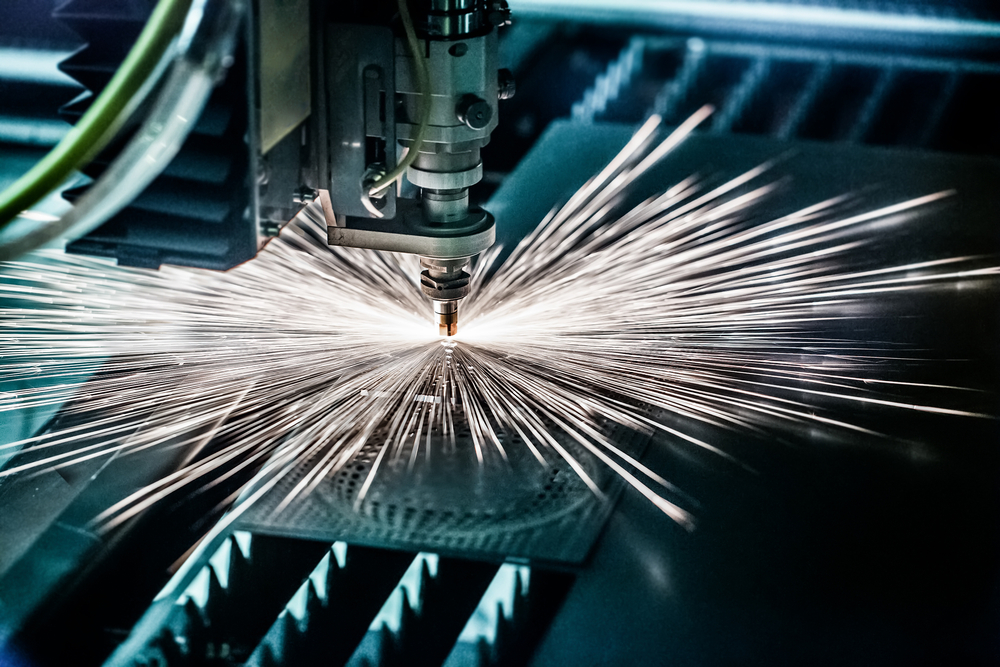
(1)激光切割的原理激光切割是利用经聚焦的高功率密度激光束照射工件,佛山激光切割使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。激光切割的原理见下图。(2)激光切割的分类1)汽化切割利用高能量密度的激光束加热工件。在短的时间内汽化,形成蒸气。在材料上形成切口。材料的汽化热一般很大,所以激光汽化切割时需要大的功率和功率密度。激光汽化切割多用于极薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。2)熔化切割激光熔化切割时,佛山激光切割用激光加热使金属材料熔化,喷嘴喷吹非氧化性气体(Ar、He、N等),依靠气体的强大压力使液态金属排出,形成切口。所需能量只有汽化切割的1/10。 激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。 3)氧气切割 它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,而切割速度远远大于激光汽化切割和熔化切割。 激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。

电话:183 6617 7753 138 8499 6663 传真/座机:0531-82955732 邮箱:864958766@qq.com
Copyright © http://cn86.cn/ 济南金欣发不锈钢有限公司 欢迎大家的来电咨询!





